丁腈橡胶制品生产过程中,选择合适的成型工艺可加工成满足形状、尺寸需求的橡胶制品。丁腈橡胶制品成型时出现气泡等问题不仅会影响制品外观,严重者还会影响橡胶制品使用性能与寿命。在实际生产中丁腈橡胶制品成型时会出现哪些问题,又该如何解决这些问题?

1.橡胶之间粘着力高解决丁腈橡胶成型过程中橡胶与橡胶之间粘着力高的问题,基本解决思路有三个:低粘度化、防止迁移和“喷霜”、增粘。从配方角度上考虑,可以使用低粘度、高丙烯腈含量的丁腈橡胶,或者适当增加低补强性填充剂用量,或适量使用液体丁腈和非迁移性增塑剂,建议使用不易喷霜的硫化体系和防老体系。从操作工艺上看,可使用溶剂擦拭表面,降低橡胶之间粘着力。
2.挤出制品有气泡解决丁腈橡胶挤出制品有气泡的故障,橡胶制品厂家可以使用高门尼黏度的2YLYY802WFM丁腈橡胶,选择快速硫化,适量使用脱水剂、吸湿剂,不能使用低沸点增塑剂。避免丁腈挤出气泡出现气泡的基本解决思路就是除去挥发物。从工艺操作上看,可使用有排气孔的挤出机,在不产生焦烧的前提下适当提高挤出机温度,混炼时提高混炼温度,除去低挥发物,有效避免气泡产生。

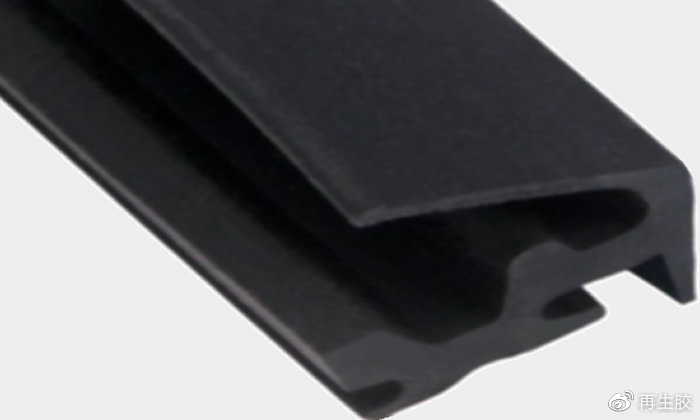
3.挤出制品形状误差挤出型丁腈橡胶制品出现形状误差时,建议使用高门尼丁腈橡胶,使用油膏、高结构度炉黑提高混炼胶黏度,选择快速硫化体系,或者湿了使用高聚合度PVC,提高丁腈胶料粘度、完善硫化工艺,避免挤出制品形状出现误差。从工艺操作角度来讲,选择低温挤出、适当降低挤出速度与硫化温度,插入模芯,可减小挤出成型制品出现形状误差的概率。

4.出现辐射状痕迹丁腈橡胶制品出现辐射状痕迹成型出现辐射状痕迹时,从配方角度上看,可通过增加增塑剂、软化剂用量降低胶料粘度,或者使用低门尼粘度的橡胶,适量使用增粘剂提高胶料粘附性,避免辐射蛛网痕迹出现。从工艺操作上看,设计模具时减小模具构成,挤出时将挤出温度提高10-20℃,或者降低挤出速度,亦可以有效避免丁腈橡胶制品出现辐射状痕迹。
丁腈橡胶制品成型过程中还需要改进成型物挺性,建议使用高温聚合的高门尼丁腈橡胶,或是使用补强型高的填料,适量使用拉伸结晶性橡胶,适量添加橡胶硬化剂,或者添加适量PVC;混炼时不应过度混炼,建议采用二段混炼。使用鸿运丁腈再生胶免费提供丁腈橡胶制品成熟配方,改善丁腈橡胶制品成型工艺还有很多需要注意的具体细节,小编有机会再与您讨论相关问题。